Sponsored by:

Water Technologies & Solutions case study
Limit ultrapure water system costs and downtime using ozonia* ozone technology
Challenge
Ultrapure water is a critical input component of pharmaceutical products. The technology used for disinfection, cleaning, and sanitation affects ultra-pure water system design and has an impact on facility productivity, production costs and downtime.
A global pharmaceutical manufacturer, located in Europe, needed to meet ultrapure water loop disinfection goals while maximizing the time between sanitization cycles to limit costs.


Technology Evaluation
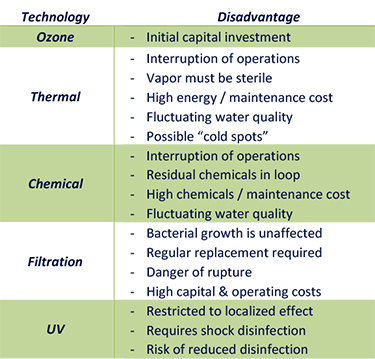
To achieve their goals, the manufacturer evaluated several disinfection and sanitization technologies including ozone oxidation, chemical disinfection, and thermal shock sanitization.
Electrolytic ozone technology has advantages over alternative disinfection technologies.
- Water is the Input for Ozone Generation
- Continuous Disinfection
- Easy Water Loop Sanitization
Solution
To lower operational costs and limit production downtime, the company choose to install two ozonia MEMBREL electrolytic ozone generators, one for each of the two ultrapure water loops in the manufacturing facility.
The maximum ozone capacity on the main water loop is 6 g/h. The main water loop is disinfected continuously 24 hours per day. During normal production operations, the main loop requires only two sanitization cycles per year. A weekly cycle would be required for thermal sanitization technology on the main loop.